
科技月 | 常泰长江大桥快速“长个”的法宝
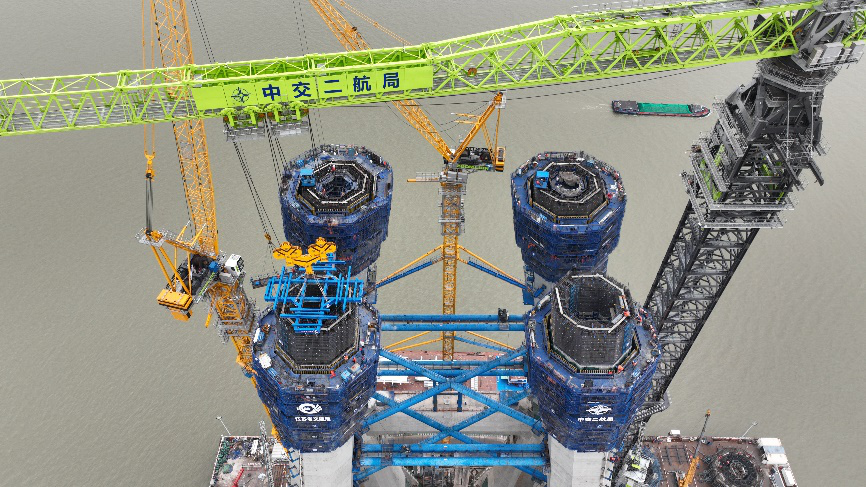
碧空如洗,凉爽舒适,常泰长江大桥5#墩主塔中塔柱迎来了快速生长的时机,它正以1米/天的速度快速“长高”。
常泰长江大桥位于江阴大桥与泰州大桥之间,是集高速公路、城际铁路、普通公路“三位一体”的过江通道,主航道桥采用双塔钢桁梁斜拉桥,孔跨布置为142+490+1176+490+142=2440米,为世界上跨度最大的斜拉桥。主塔采用“钢-混”混合结构空间钻石形桥塔,其中塔柱为四塔肢空间倾斜结构,空间倾斜角度接近8°。塔肢数量多、空间倾斜角度大、钢筋结构复杂,那么它为什么还能以如此之快的速度生长呢?

这正是得益于中塔柱采用钢筋部品装配化施工技术,以“装配化设计、自动化下料、工厂化制作、快速化安装、智能化控制”为总体理念,将塔上钢筋施工转入地面工厂进行流水线同步作业,钢筋部品节段整体吊装上塔,采用挤压锥套快速连接,大幅减少塔上钢筋作业时间,在混凝土等强期间就完成钢筋施工,不占用关键线路时间。那么钢筋部品又是如何生产制作的呢?
首先是钢筋单元件智能加工,实现钢筋配料自动优化,钢筋单元件精细化、智能化生产。通过智能终端将加工任务无线发送至加工设备,自动执行加工任务,张贴物料编码后堆叠存放。
其次是钢筋片体自动化成型,自主研发了PT6500型钢筋片体柔性制造生产线。生产线集“无人自适应布料、机器视觉寻点焊接、无人转运与码垛”功能于一体,实现了钢筋片体自动化生产,成型精度达毫米级,生产效率达8片/小时。
然后是钢筋块体机械化成型,自主研发了KT6000型钢筋块体柔性制造生产线。生产线集成了“主筋整体穿插、片体机械化提升、倾角同步调整、机器人空间寻点焊接”等关键技术,首次实现了大倾角变截面钢筋块体机械化制造,生产效率达8小时/块。
最后是钢筋部品组拼,将钢筋块体立式运输至拼装胎架上初定位,同步顶推进行块体穿插,精调倾斜角度,安装块体交汇区主筋,完成钢筋部品组拼。那么如此大胆而又巧妙的方案是如何得来的呢?
这就不得不提技术中心科研人员们背后默默的付出,在接到任务初期,二航局生产管理部副总经理杨秀礼就带领技术中心工程装备技术部的工程师们开展工艺方案设计,经过一轮又一轮的将方案自我否定后又重新设计,最终通过专家评审采用基于块体成型的钢筋部品施工工艺。在工程装备技术部主任程茂林的带领下,深扎项目部,经过数月的艰苦奋战,两台套新研装备顺利投产,为钢筋部品的成功应用打下坚实的基础。
传承历史,继往开来,技术中心坚持科技创新驱动发展、积极推进“科改示范行动”。钢筋部品装配化施工技术显著提高了超高混凝土桥塔施工标准化程度及工业化水平,提升了工程建设品质和施工效率,推动了桥梁数字建设的蓬勃发展。
来源:工程装备技术部
作者:严双桥